Single Lane Sachets Packing Machine
Single Lane Sachets Packing Machine is suitable for packaging granular, powder and liquid materials, with small packaging weight and low cost. Automatically measuring volume, making bags, filling, sealing, cutting, printing the lot number and cutting easy tearing notches,making continuous sachet ,finished product conveying.
APPLICATION:
Non-flowing powder: such as: milk powder, soy milk powder, starch, veterinary medicine, pesticide powder, facial mask powder, enzyme preparation, glucose, seasoning, spicy powder, flavor and fragrance, coffee powder, seasoning powder, etc.
Liquid or paste: like juice, sauce, ketchup, flavor oil, honey, etc.
Sugar Packing Machine,Small Sachet Packing Machine,Single Lane Sachets Packing Machine,powder packing machine DURZERD PACKAGING MACHINERY CO., LTD. , https://www.durzerdmachine.com
I. Superheated steam temperature and heat system structure The No. 3 boiler of Xiangfan Power Plant is an SG-1025/17.53-M842 subcritical natural circulation drum boiler produced by Shanghai Boiler Works. The superheated steam pressure and temperature are 17.53MPa and 540°C, respectively. The structure of the superheated steam temperature and heat system is shown in Fig. 1. After the steam separated from the steam-water separator of the boiler drum is heated by the low-temperature superheater, it is desuperheated by the primary desuperheater and then enters the left and right sides (A, B) respectively. The side divider screen superheater heats up. A secondary desuperheater controls the superheat steam temperature at the split screen superheater outlet. After the superheated steam enters into the header through a two-stage desuperheater, it is mixed with a high-temperature superheater, heated in a high-temperature superheater, and then passed through a hot steam pipe to enter the high-pressure cylinder of the steam turbine. 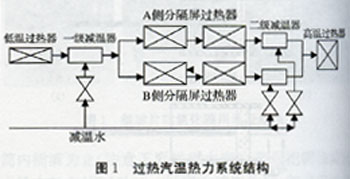
Second, superheated steam temperature control Superheated steam temperature design uses spray water to reduce temperature, that is, by changing the opening of the desuperheating water valve to change the amount of desuperheating water, control the steam temperature. The primary spray valve control adopts a typical cascade control system. There are two main and auxiliary regulators in the system. The measured value of the outlet temperature of the split screen superheater is used as the main signal, and the outlet temperature signal of the primary spray valve is the leading signal. The regulator output is used as a secondary regulator setting. The pressure signal of the first stage of the steam turbine is corrected by a function and used as the setting value of the main regulator. The secondary spray valve control is similar to the primary spray valve control, except that the pilot signal is taken as the average temperature of the secondary spray valve. Figure 2 is a schematic diagram of a secondary spray valve cascade control system. The unit's control system consists of a WDPF-II distributed control system. 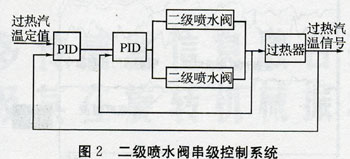
IV. Superheated steam temperature control test and control optimization 4.1 First-order water spray test and control optimization By experimenting with boiler No. 3, the dynamic characteristic curve of the low-temperature superheater system under the disturbance of primary water injection was obtained (Fig. 3). In fact, because primary spray control is the basis of secondary spray control and only acts as a coarse adjustment, no changes are made to the primary spray control system. Only external flow disturbances, such as steam flow and fuel volume commands, are taken into account for the primary steam. With the influence of temperature, their perturbed feedforward signals are added to compensate for the effects of the disturbance on the system. 
4.2 Secondary water spray test and control optimization Figure 4 shows the dynamic characteristics under the secondary water spray disturbance (No. 3 unit of Xiangfan Power Plant, with a load of 210 MW). The above two curves in the figure are the desuperheated water on both sides of the split screen superheater A and B. The flow rate, the middle two curves are the temperature after the water spray valve on both sides of the superheater A, B, the lower left curve is the main steam temperature, and the right curve is the fuel amount command curve. 
V. Control effect and application prospect of superheated steam temperature The above control scheme of WDPF decentralized control system was implemented on Unit 3 of Xiangfan Power Plant. Figure 6 is the response curve of the system under the disturbance of the main steam temperature at Unit 3 of Xiangfan Power Plant on December 12, 2002. The on-site operation shows that the optimized control system has greatly improved the control performance. Under normal operating conditions, the unit does not experience high or low temperatures, which ensures the safety and economy of the unit. Because the program does not need to modify the hardware of the boiler system and the distributed control system, only a few modifications to the software configuration of the decentralized control system can achieve a better control effect. Therefore, the use of a decentralized control system and a separate screen overheating Boiler, the program has a good application prospects. 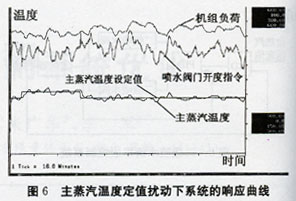
VI. Conclusions In the currently operating 300 MW unit, the application of the research scheme in this paper can significantly improve the control quality of the superheated steam temperature and improve the safety and economy of the boiler operation with only a few modifications to the configuration of the distributed control system. The relevant unit learns from it.
Granule: Such as granule puffed chips, grains,rice, dried fruits, beans, nuts, salt, sugar, tea, seeds, detergent powder, etc.

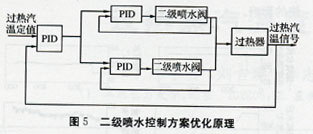
At present, the temperature of superheated steam for large-capacity high-parameter boilers manufactured in various countries around the world is mostly controlled at 540°C or higher. In order to ensure the safe and economical operation of the steam turbine, under the specified load, a higher requirement is imposed on the temperature of the superheated steam, that is, it should be controlled within the range of +5°C to -10°C of the rated value. However, the superheated steam system is a complex thermal system with delay and inertia, and the over-temperature and under-temperature conditions often occur during actual operation. This article describes the experiment, analysis and optimization of the superheated steam temperature control system at No. 3 boiler of Baofan Power Plant. Third, superheated steam temperature control status and existing problems Superheated steam temperature control task is to maintain the high temperature superheater outlet temperature within the allowable range, and protect the superheater, so that the wall temperature does not exceed the allowable operating temperature. The disturbance factors that cause the temperature change of superheated steam are summarized as the steam flow rate, the heat transfer amount of the flue gas, and the desuperheating water amount. Under these three disturbances, the dynamic characteristics of the controlled object are delayed, inertial, and self-balancing. Superheated steam temperature is controlled using a two-stage water jet valve using a conventional cascade control system. From the structure of the superheated steam system, it can be seen that the steam enters the split screen superheater in two stages after the water is sprayed at the first stage. Therefore, it is not possible to use the primary spray valve to control the steam temperature on both sides to reach the same set value. Field tests have found that the deviation of the outlet temperatures on both sides of the split screen superheater is relatively large. Under the condition that the steam flow rate and the heat flux of the flue gas are basically unchanged, the opening of the primary spray valve is increased by 10%, the flow rate is increased by about 10t/h, and the temperature of the front A side of the secondary desuperheater is 15°C higher than that of the B side. Due to the equal flow of steam flowing through the separate screen superheaters on both sides of A and B, the secondary spray water flow is also the same, and the steam temperature after the mixing fluctuates greatly, resulting in the temperature of the superheated steam often high or low. The primary spray control only acts as a coarse adjustment and is the basis of secondary control, relying mainly on secondary spray to control superheated steam temperature. Because the dynamic characteristics of the influence of the spray valve on the steam temperature on both sides are not the same, but in the system design, the secondary regulator of the cascade control system used on the spray valves A and B on both sides of the split screen superheater outputs the same instruction. Therefore, it is impossible to eliminate the deviation of the steam temperature at the outlets of the separation screens on both sides of A and B. As a result, the temperature of the superheated steam fluctuates greatly and often exceeds the allowable deviation, which affects the safe and economical operation of the unit. According to the data obtained from the field tests, the deviation of the steam temperature after the spray valves on both sides of A and B is determined, which is the direct cause of the great fluctuation of the temperature of the superheated steam after mixing. Therefore, the original cascade control system structure is optimized. The specific scheme is: the original two secondary spray valves are controlled by the output of a secondary PID regulator of the cascade control loop, and an additional secondary regulation is added. , so that each secondary spray valve is independently controlled by the output of the secondary regulator of a cascade loop. The optimized system can increase the amount of water sprayed on the high temperature side and reduce the water spray amount on the low temperature side, ensuring that the total amount of secondary spray water is basically unchanged. In this way, the temperature of the superheated steam after the secondary spray valves on both sides of A and B is basically the same, so that the temperature fluctuation of the superheated steam after mixing is small. The secondary spray control optimization principle is shown in Figure 5.
August 04, 2021